










在冲压加工伸缩器产品中,工序的定位方式可分为孔定位
2016-7-22 9:46:21??????点击:
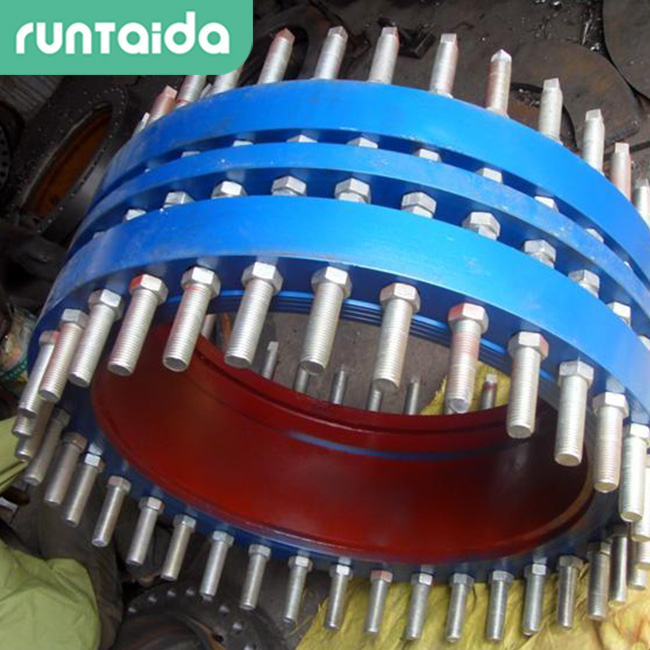
在冲压加工伸缩器产品中,工序的定位方式可分为孔定位、平面定位和形体定位三种。
由于伸缩器产品结构形状的不同,其定位方式也不相同。有时为了满足冲压工序的加工伸缩器产品要求,也常常将两种定位方式联合使用(例如用一个孔和外形轮廓联合定位等),这要视具体情况而定。通常说来,在选择定位方式时,必须考虑定位的可靠性、方向性及操作的方便与安全性。定位的可靠性如何,不仅与加工传力接头产品标堆的选择有关,而且须由可靠的定位方式来保证。只有保证定位可靠,才能保证零件质量的稳定。
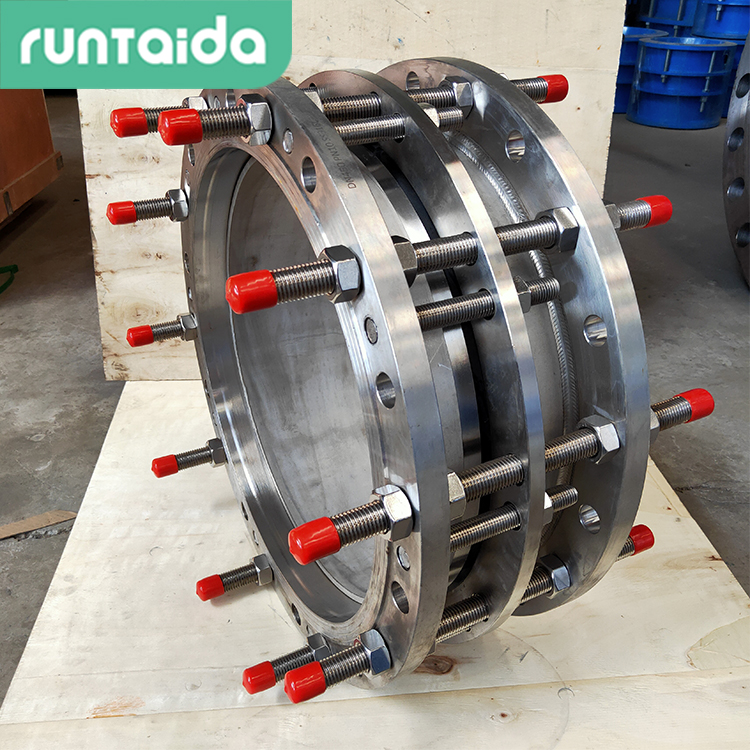
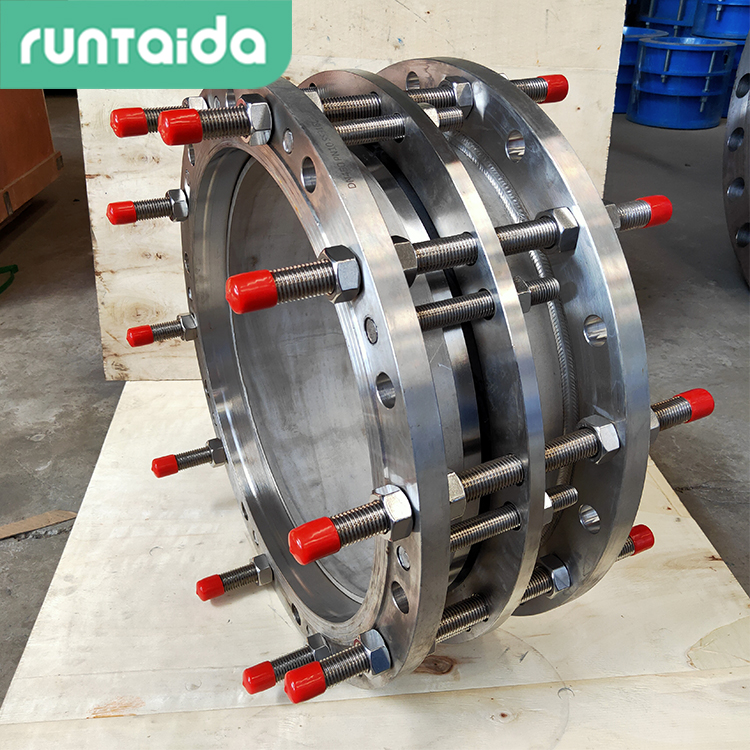
一般说来,对于伸缩器产品,最好采用相距较远的两孔定位,或采用外形轮廓定位,或者用一个孔和部分外形联合定位,对于弯曲件,应尽可以充分利用工件结构中提供的各种定位条件,采用两孔定位或形体定位(内形体或外形体),也可用一个孔与形体联合定位;对于拉深件,常用形体、底面定位(例如多道工序的拉深就是以内形体与底面进行定位的),有时也用切边后的端面定位。

- 上一篇:在选择传力接头产品加工标准时,应遵循以下原则 2016/7/22
- 下一篇:在加工传力接头产品生产标准可靠原则 2016/7/22