

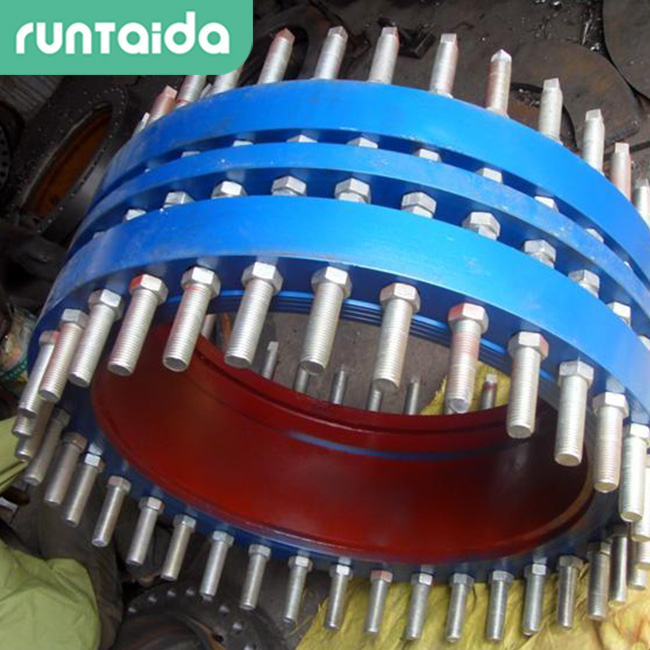









机床加工传力接头工作时,上机床与传力接头材料在整个宽度方向同时接触
2016-10-12 9:00:35??????点击:
板材冲压是传力接头材料冲压的第一道工序。利用冲压可以制取精度不高的平板类零件及其毛坯。
出于效率较低,所以仅用十小批量生产。传力接头材料冲压工序主要用于下料工序。由于像伸缩器产品批量的不同,所有毛坯料的几何形状和尺寸的差异,冲压工作应采用不同机床加工来完成。机床冲压有两把刀片,分别在机床的滑块和工作台上。滑块在曲柄连杆机构带动下,作上下往复运动。被冲压的传力接头材料放置在上下机床间,由上机床向下运动而将传力接头材料加工。这种机床加工传力接头的上下机床互相平行,故称高压机床加工传力接头。在机床加工传力接头工作时,上机床与传力接头材料在整个宽度方向同时接触,传力接头材料的整个宽度同时被压断,因此所需冲压力较大,但在传力接头材料较平整。
机床适用于冲压宽度小而厚度较大的条料。这种机床加工只能沿直线冲压传力接头材料。

- 上一篇:一般经过连接的传力接头进入水落管外排水、天沟外排水和内排水三 2016/10/13
- 下一篇:室内水道伸缩器系统的设计方法 2016/10/12