










机械冲压生产的传力接头产品,从毛坯变成成品需要一系列工序
2016-7-27 8:32:18??????点击:
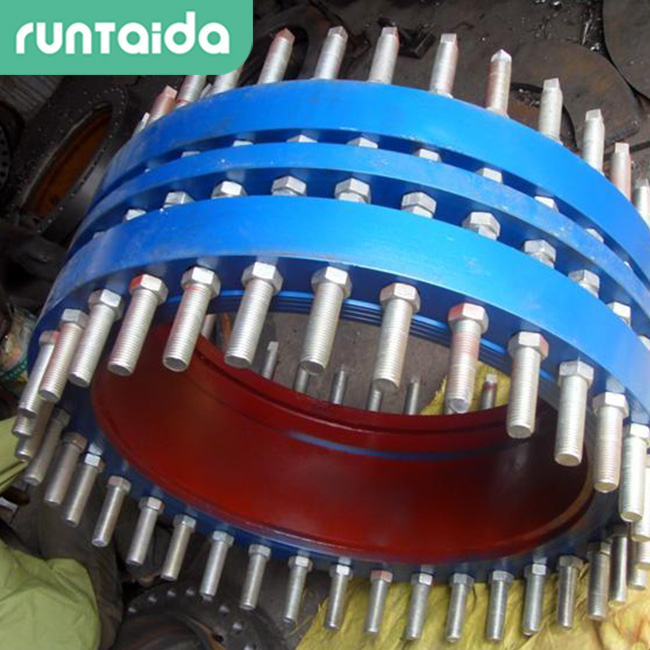
机械冲压生产的传力接头产品,从毛坯变成成品需要一系列工序。
冲压工艺设计的实质在于确定一系列必要的工序,使毛坯逐步接近冲压件形状,以最少的工序、最短的流程,经济合理地冲压出符合质量要求的冲压件。冲压工艺过程由许多工序组合而成,其中包括下料、激粗、校形(毛坯准备工序)、预成形工序和最终成形工序、中间的辅助工序和最后的四柱液压机机械加工工序。变形程度越大,单位冲压力就越大。因此,一次变形程度的大小受模具材料所能承受的单位压力的限制。制订冲压工序时,应结合制件形状的特点做如下考虑:对杯形类传力接头产品,一般采用反冲压,或反冲压制坯后再用正冲压成形;对管、轴类传力接头产品,一般采用正冲压成形;对杯杆类、双杯类传力接头产品,一般采用复合冲压成形。
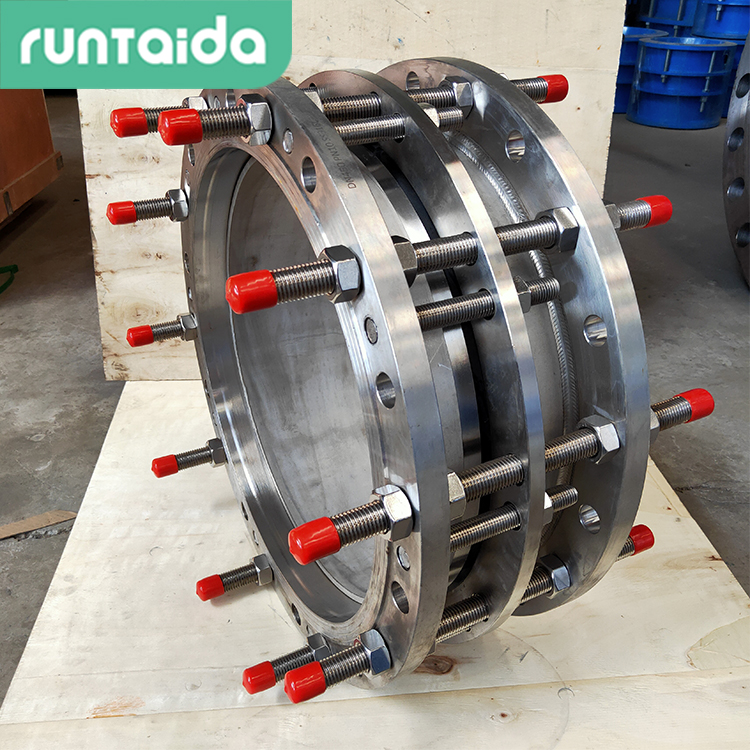
在确定冲压件的冲压方式、冲压工序数目及顺序时,除了考虑冲压件的形状特征外,还应考虑其他因素:若机械冲压件的总变形程度超过许用变形程度时,就必须分成两次或多次冲压成形。在大批量生产传力接头产品中,为确保模具寿命,应考虑适当减少各次冲压的变形程度,增加冲压工序数目。

- 上一篇:从工艺角度考虑,制造机械冲压传力接头产品 2016/7/28
- 下一篇:未加工成形伸缩器材料经过前期加工或热处理 2016/7/27