










加工传力接头产品要选择适合的方法
加工传力接头产品能力并不一定意味着,选择所有的加工传力接头产品方法都要根据上述信息。
然而,在选择加工传力接头产品方法中对信息考虑得越多,结果就越完善。对于常规工艺过程设计(使用人工设计员),所有加工传力接头产品能力的信息不是来自经验,就是来自手册中的表格和指南针,计算机辅助工艺过程设计系统的功能就是以加工传力接头产品能力,信息为基础的。纯修订式机辅设计系统是一种纯检素式系统,它举似于以度验为基础的设计。在修订式机辅工艺过程设计系统中,标准工艺规程是按零件形状分类存储的,随后,就可以按编码零件的相似性来检索。只有某些非常基本的数据,例如估计加工传力接头、伸缩器产品产品时间一才在这个系统中进行计算。但是,创成式机辅设计系统则通过软件程序逻辑来制订加工传力接头产品过程、选择工具以及作其它决策等。
为了选择合适的加工传力接头产品方法,工能力数据就必须存储在这个系统中。工艺过程选择的基本机理将在第四章中讨论。由于加干熊力的数据知取决手设计方法,所以,工艺过程选择机理和加工传力接头产品能力信息。
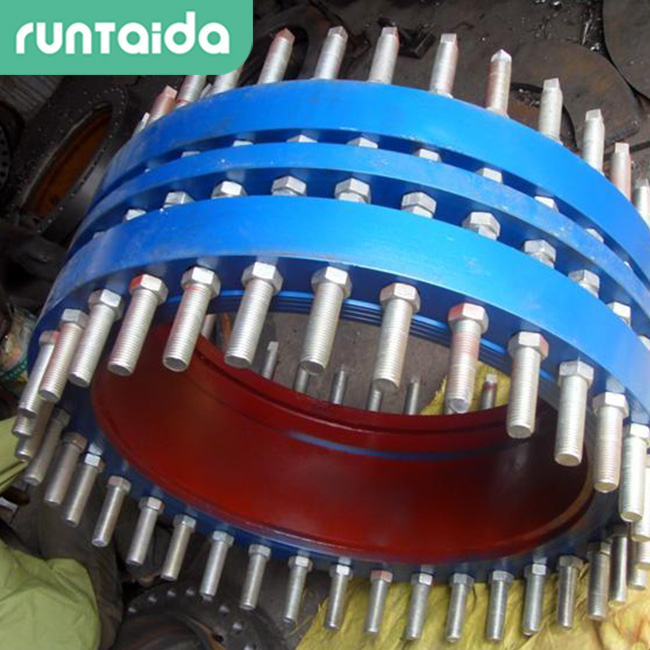
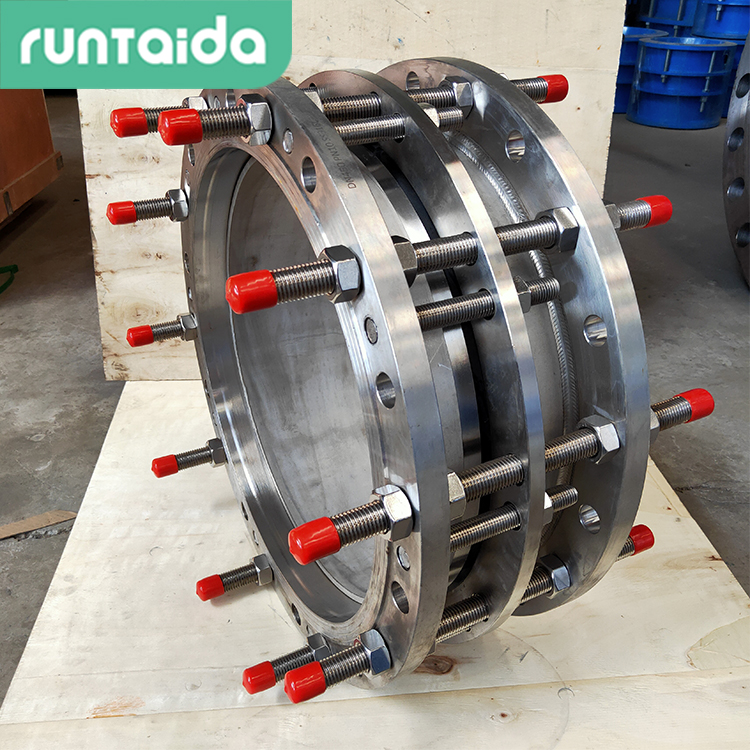
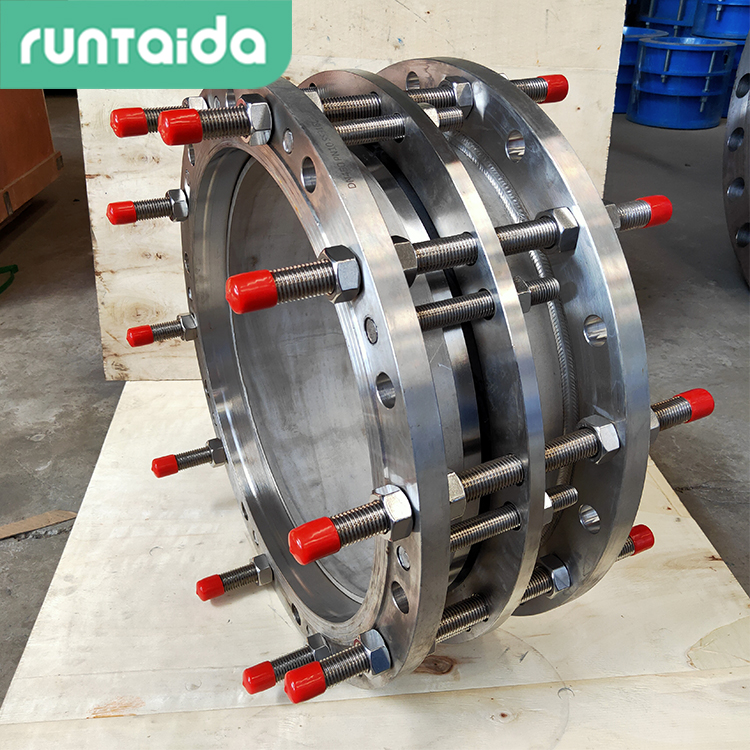
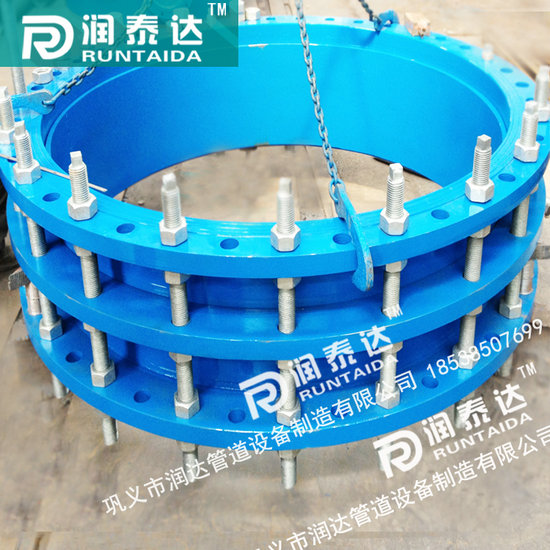
单法兰松套传力接头的结构与连接
单法兰松套传力接头由法兰式松套伸缩接头和短管法兰、传力螺杆等构件组成。单法兰松套传力接头能传递被连接件的压力推力(盲板力)和补偿管路安装误差,不能吸收轴向位移主要用于与泵、阀门等附件的松套连接。
单法兰松套传力接头属金属制造品,其有较高的抗拉和抗压强度,软密封性能优越,装卸方便等功能,常被应用于电力,冶金、给排水和污水处理等行业,主要作用于水泵与阀门和管道之间的连接、单法兰松套传力接头在管道运行中有一定的多向位移作用,可以缓解管道运行中的盲板推力,对管道起到一定保护作用,特别是对管道的安装和维修提供了极大的便利,但是在水泵出口处和管道转角处应采用传力接头,因为传力接头通过传力螺栓(即全丝螺栓)能把启泵时的盲板推力传导到泵和管道各部位,避免推力集中于管道或泵的近端发生冲击力损伤设备。
|
公称通径 |
伸缩量 |
最小长度 |
最大长度 |
安装长度 |
|
40 |
250 |
400 |
650 |
525 |
|
50 |
250 |
400 |
650 |
525 |
|
65 |
250 |
420 |
670 |
545 |
|
80 |
250 |
420 |
670 |
545 |
|
100 |
250 |
435 |
685 |
560 |
|
125 |
250 |
435 |
685 |
560 |
|
150 |
250 |
435 |
685 |
560 |
|
200 |
260 |
460 |
720 |
590 |
|
250 |
260 |
460 |
720 |
590 |
|
300 |
270 |
490 |
760 |
625 |
|
350 |
270 |
490 |
760 |
625 |
|
400 |
280 |
520 |
800 |
660 |
|
450 |
280 |
520 |
800 |
660 |
|
500 |
300 |
550 |
850 |
700 |
|
600 |
310 |
570 |
880 |
725 |
|
700 |
320 |
605 |
925 |
765 |
|
900 |
330 |
640 |
970 |
805 |
|
1000 |
350 |
700 |
1050 |
875 |
|
1200 |
360 |
740 |
1100 |
920 |
|
1400 |
370 |
780 |
1150 |
965 |
|
1600 |
380 |
820 |
1200 |
1010 |
- 上一篇:保证生产传力接头产品组装精度的工艺方法 2017/2/15
- 下一篇:钢筋混凝土输水管温度沉陷伸缩接头的新结构 2017/2/14