










双法兰传力接头的切割工艺
2017-12-27 16:52:47??????点击:
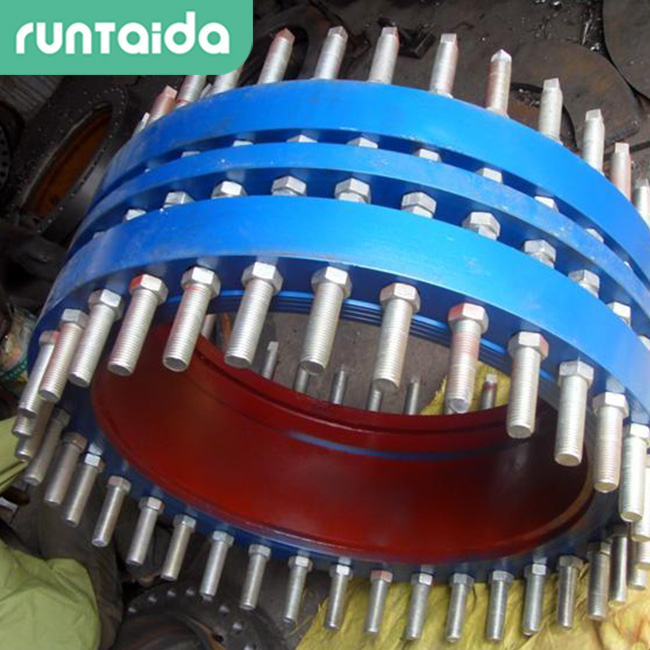
双法兰传力接头的切割工艺:
您知道双法兰传力接头的切割工艺吗?双法兰传力接头切割时有哪些注意事项?对线切割后产生裂纹的钢板应如何处理?今天润达技术小编专家为您详解双法兰传力接头的切割工艺。
双法兰传力接头采用线切割工艺时,切割工艺应适用于被切割材料,不应出现裂纹等危害性缺陷。切割前应进行材料标记移植,以防材料混用。碳钢Q235钢板不再进行机械加工时,应将切割面上的氧化皮、熔渣、飞溅物等清除干净,并将切割面处理平整。机械冲剪后的钢材边缘不得有裂纹、毛刺和缺棱现象。碳素钢在环境温度低于-20℃,合金钢在环境温度低于O℃时,不宜采用机械冲剪。
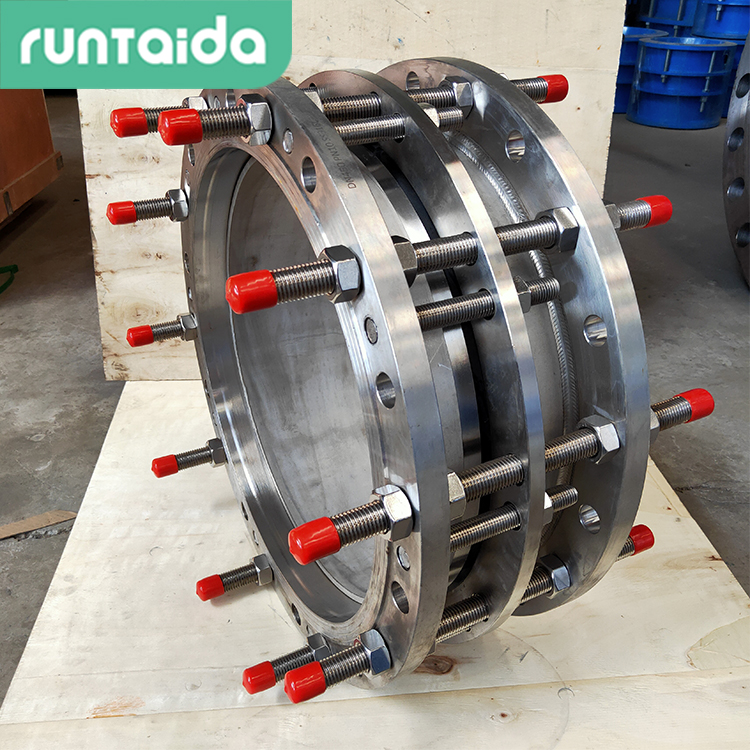
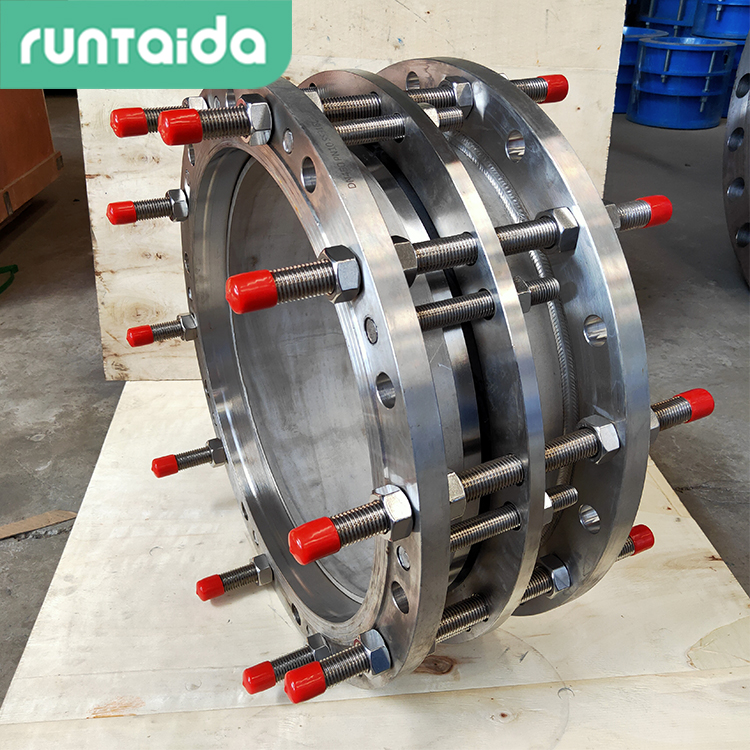
对线切割后产生裂纹的钢板,焊后应立即进行热处理,否则应做后热处理。双法兰传力接头的焊后热处理应按照DL/T 752的规定进行,但焊后热处理的最高,恒温温度应比两侧母材及焊缝熔敷金属三者中最低,温度低20℃~30℃。

您知道双法兰传力接头的切割工艺吗?双法兰传力接头切割时有哪些注意事项?对线切割后产生裂纹的钢板应如何处理?今天润达技术小编专家为您详解双法兰传力接头的切割工艺。
双法兰传力接头采用线切割工艺时,切割工艺应适用于被切割材料,不应出现裂纹等危害性缺陷。切割前应进行材料标记移植,以防材料混用。碳钢Q235钢板不再进行机械加工时,应将切割面上的氧化皮、熔渣、飞溅物等清除干净,并将切割面处理平整。机械冲剪后的钢材边缘不得有裂纹、毛刺和缺棱现象。碳素钢在环境温度低于-20℃,合金钢在环境温度低于O℃时,不宜采用机械冲剪。
对线切割后产生裂纹的钢板,焊后应立即进行热处理,否则应做后热处理。双法兰传力接头的焊后热处理应按照DL/T 752的规定进行,但焊后热处理的最高,恒温温度应比两侧母材及焊缝熔敷金属三者中最低,温度低20℃~30℃。
- 上一篇:伸缩接头对管道起到保护的作用 2017/12/27
- 下一篇:传力接头能够适应各种特殊环境的介质 2017/12/23